Máy đánh cao su là gì và nó có cấu tạo như thế nào
A máy nhào cao su — còn được gọi là máy trộn bên trong hoặc máy nhào kiểu banbury — là máy trộn kín, cường độ cao được sử dụng để trộn cao su thô với các chất phụ gia như muội than, lưu huỳnh, chất tăng tốc, chất làm dẻo và dầu chế biến. Không giống như các máy nghiền mở, máy trộn cao su thực hiện trộn bên trong buồng kín, giúp giảm đáng kể thất thoát vật liệu, cải thiện độ đồng đều phân tán và cho phép xử lý các hợp chất nhạy cảm với nhiệt độ.
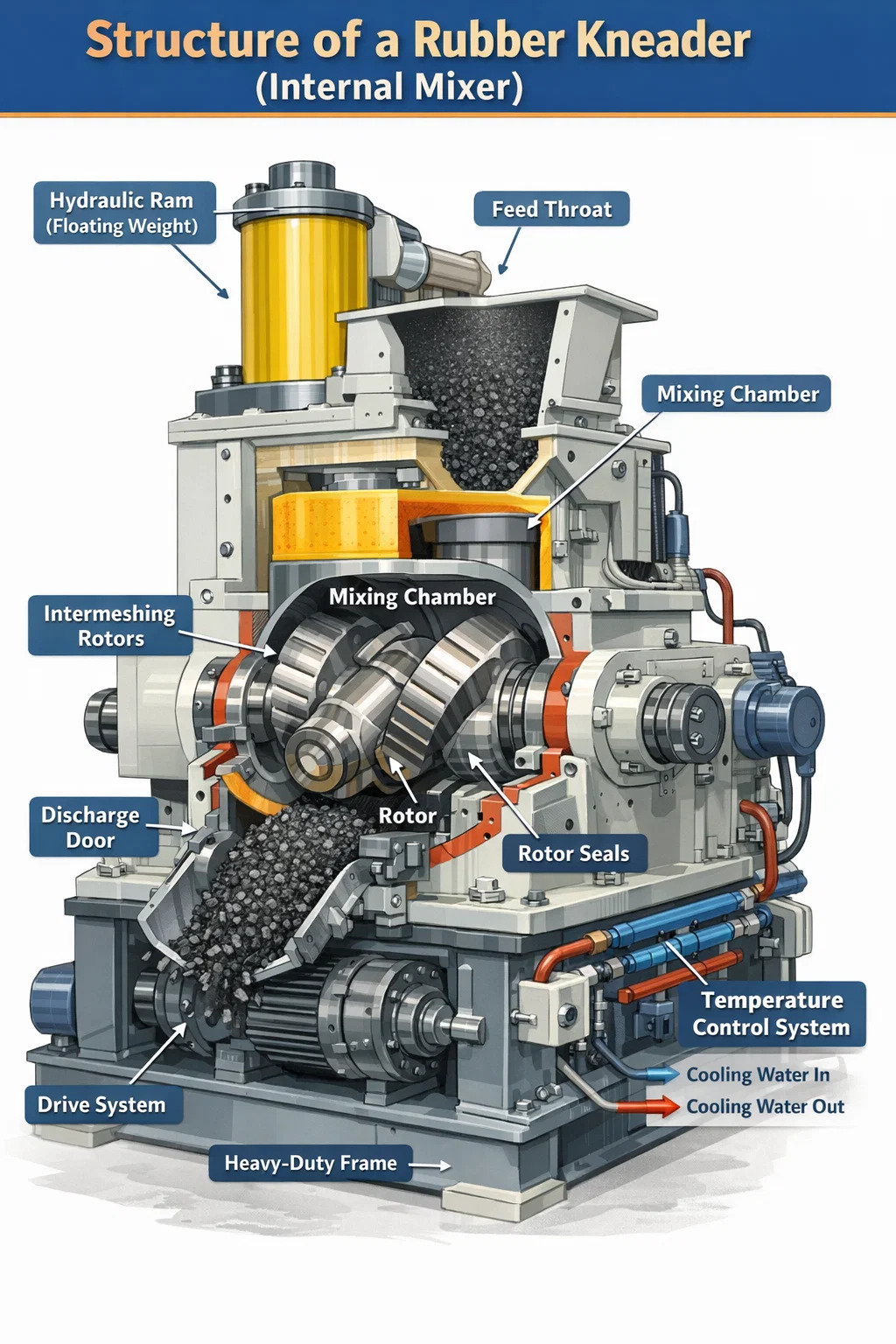
Cấu trúc cốt lõi của máy nhào cao su bao gồm sáu hệ thống chính: buồng trộn, cánh quạt, thanh truyền động thủy lực (trọng lượng nổi), cơ cấu cửa xả, hệ thống kiểm soát nhiệt độ và hệ thống truyền động. Mỗi loại đóng một vai trò cơ học riêng biệt và việc hiểu cách chúng tương tác sẽ tiết lộ lý do tại sao máy nhào bên trong đã trở thành tiêu chuẩn công nghiệp cho việc trộn cao su trong sản xuất lốp xe, vòng đệm, miếng đệm, ống mềm và hàng hóa cao su kỹ thuật.
Thân máy thường được chế tạo từ thép đúc cường độ cao hoặc thép chế tạo, với bề mặt bên trong được làm cứng hoặc lót bằng hợp kim chống mài mòn để chịu được lực cơ học cực lớn tạo ra trong quá trình trộn - thường vượt quá 500 kN ở các máy công suất lớn.
Buồng trộn: Trái tim của máy đánh cao su
Buồng trộn là không gian kín nơi diễn ra quá trình trộn. Đó là một khoang hình số tám được gia công với dung sai cực kỳ chặt chẽ, được thiết kế để chứa hai cánh quạt quay ngược chiều. Hình dạng bên trong của buồng không phải là hình tròn - các thành của nó được tạo đường viền để bổ sung cho hình dạng rôto, đảm bảo khối cao su liên tục được gấp, cắt và tiếp xúc lại với các bề mặt rôto.
Thể tích buồng là một trong những thông số kỹ thuật chính được sử dụng để phân loại máy nhào cao su. Các máy ở quy mô phòng thí nghiệm có thể có thể tích buồng nhỏ tới 0,3 lít, trong khi máy trộn nội bộ cấp sản xuất được sử dụng trong các nhà máy sản xuất lốp xe có thể vượt quá 650 lít. Kích thước công nghiệp phổ biến nằm trong khoảng từ 20L đến 270L, với hệ số lấp đầy (tỷ lệ trọng lượng cao su trên thể tích buồng) thường được đặt trong khoảng từ 0,6 đến 0,75.
Các bức tường buồng kết hợp một mạng lưới rộng lớn của kênh làm mát và sưởi ấm bên trong . Trong máy nhào cao su hiện đại, các kênh này được khoan trực tiếp qua thân buồng và kết nối với hệ thống kiểm soát nhiệt độ vòng kín. Quản lý nhiệt chính xác là rất quan trọng — độ nhớt cao su, hiệu suất phân tán và chất lượng hỗn hợp đều phụ thuộc vào việc duy trì nhiệt độ mẻ trong một cửa sổ xác định, thường nằm trong khoảng từ 70°C đến 160°C tùy theo công thức.
Buồng được chia thành hai nửa - phần thân trên và phần thân dưới - được gắn chặt với nhau. Nửa dưới chứa bản lề cửa xả. Cấu trúc phân chia này cho phép truy cập để kiểm tra, làm sạch và thay thế lớp lót. Lớp lót buồng được làm từ thép cứng (thường có giá trị độ cứng bề mặt là 58–62 HRC) bảo vệ thân buồng kết cấu khỏi các hợp chất cao su bị mài mòn và có thể được thay thế độc lập mà không cần tháo dỡ toàn bộ máy.
Cánh quạt: Thành phần quyết định của thiết kế máy đánh cao su
Rôto là bộ phận cơ khí thực sự thực hiện công việc trộn bên trong buồng. Trong một máy nhào cao su, hai cánh quạt quay ngược chiều nhau với một tỷ số tốc độ cố định , thường là 1:1.1 hoặc 1:1.2, tạo ra tốc độ rôto vi sai tạo ra ứng suất cắt cực mạnh tại điểm kẹp giữa các rôto và giữa mỗi rôto và thành buồng.
Hình dạng rôto là một trong những khía cạnh được thiết kế kỹ lưỡng nhất của máy trộn bên trong. Có ba loại rôto chính được sử dụng trong máy nhào cao su hiện đại:
- Rôto hai cánh (hình elip): Thiết kế ban đầu có đặc điểm là hai cánh xoắn ốc xoắn dọc theo trục cánh quạt. Chúng tạo ra lực cắt cao và phù hợp với các hợp chất khó trộn, hạt màu cacbon đen và cao su có độ nhớt cao như cao su tự nhiên (NR) và EPDM. Khoảng hở đầu giữa cánh rôto và thành buồng thường là 2–6 mm.
- Rotor bốn cánh: Được phát triển để cải thiện đồng thời quá trình trộn phân tán và phân phối. Các cánh bổ sung làm tăng tần suất gấp vật liệu và định hướng lại trên mỗi vòng quay, cho phép kết hợp các chất độn nhanh hơn. Rôto bốn cánh hiện nay là tiêu chuẩn trong dây chuyền trộn hỗn hợp lốp sản xuất cao.
- Rôto sáu cánh (hoặc nhiều cánh): Được sử dụng trong các ứng dụng yêu cầu phân tán chất độn đặc biệt tốt, chẳng hạn như hợp chất lốp làm từ silica trong đó hiệu quả liên kết silane là rất quan trọng. Những cánh quạt này tạo ra sự pha trộn nhẹ nhàng hơn, phân bố tốt hơn với nhiệt độ đỉnh thấp hơn.
Trục rôto rỗng và được kết nối với hệ thống kiểm soát nhiệt độ, cho phép chất làm mát hoặc hơi nước chảy qua bên trong. Việc làm mát rôto bên trong này rất cần thiết trong các hoạt động trộn tốc độ cao trong đó việc sinh nhiệt do ma sát có thể gây ra quá trình lưu hóa sớm (cháy) của hợp chất. Tốc độ bề mặt rotor trong máy nhào sản xuất thường dao động từ 20 đến 80 vòng/phút , với một số máy có tốc độ thay đổi có khả năng hoạt động trên toàn bộ phạm vi này trong một chu kỳ trộn duy nhất.
Các rôto được đỡ ở cả hai đầu bằng các ổ lăn chống ma sát hạng nặng đặt trong các khung bên của máy. Việc bố trí ổ trục phải chịu được cả tải trọng hướng tâm từ áp suất hỗn hợp cao su và tải trọng lực đẩy dọc trục do cánh rôto xoắn ốc tạo ra. Các cụm ổ trục trong máy nhào lớn thường được làm mát bằng nước, vì nhiệt ma sát ở các ổ trục sẽ làm giảm đáng kể tuổi thọ sử dụng.
Hệ thống niêm phong rôto
Khi trục rôto thoát ra khỏi buồng trộn qua các vách bên, một hệ thống bịt kín sẽ ngăn hợp chất cao su rò rỉ dọc theo trục. Về mặt kỹ thuật, đây là một trong những lĩnh vực thách thức nhất của thiết kế máy nhào cao su. Phớt phải chứa cao su ở áp suất lên tới 0,5–1,0 MPa trong khi trục quay với tốc độ cao, trong khi bên trong buồng ở nhiệt độ cao.
Hầu hết các máy nhào cao su hiện đại đều sử dụng một trong hai cách sắp xếp bịt kín:
- Con dấu mê cung có bao bì cao su: Một loạt các rãnh và gờ được gia công tạo ra một đường quanh co chống lại dòng chảy hỗn hợp. Kết hợp với các vòng đệm cao su nén, sự sắp xếp này mang lại khả năng bịt kín hiệu quả cho hầu hết các hợp chất sản xuất. Thay thế bao bì là công việc bảo trì định kỳ được thực hiện sau mỗi vài trăm giờ hoạt động.
- Phớt mặt cơ khí: Được sử dụng trong các máy móc và ứng dụng cao cấp có yêu cầu nghiêm ngặt về ô nhiễm. Mặt bịt quay được ép vào ghế cố định tạo ra rào cản tích cực. Những cụm làm kín này có thể được làm mát bằng không khí hoặc bằng nước và có thời gian sử dụng lâu hơn so với các cụm làm kín kiểu đóng gói.
Ram thủy lực (trọng lượng nổi): Kiểm soát áp suất trên hợp chất
Nằm ngay phía trên buồng trộn là thanh nén phía trên, thường được gọi là thanh truyền trọng lượng nổi hoặc thanh truyền động thủy lực. Đây là một khối thép đặc hoặc sắt dẻo được tạo hình để lắp vào bên trong họng cấp liệu của buồng. Chức năng của nó là bịt kín phần trên cùng của buồng trộn sau khi vật liệu được nạp và tạo áp lực xuống lô cao su trong quá trình trộn.
Áp suất Ram là một trong những biến số quá trình quan trọng nhất trong hoạt động của máy nhào cao su. Áp suất ram cao hơn buộc hợp chất cao su tiếp xúc gần hơn với các rôto, tăng cường độ cắt và cải thiện độ phân tán. Tuy nhiên, áp suất quá cao sẽ làm tăng tốc độ mài mòn của rôto và lớp lót buồng. Áp suất Ram trong các máy sản xuất thường dao động từ 0,2 đến 0,8 MPa, được áp dụng thông qua một xi lanh thủy lực gắn phía trên họng cấp liệu.
Thanh nén được dẫn hướng bởi một trụ trục thẳng đứng — một đường dẫn được gia công chính xác giúp giữ thanh nén ở chính giữa và ngăn chặn chuyển động ngang dưới áp suất hỗn hợp. Một miếng bịt bụi ở dưới cổ họng ngăn cao su di chuyển lên xung quanh thân ram. Bản thân thanh ram thường được lấy lõi và kết nối với mạch nước làm mát để quản lý sự hấp thụ nhiệt từ lớp cao su bên dưới.
Xi lanh thủy lực dẫn động thanh nén được gắn trên khung trục phía trên thân máy, cho phép nó chuyển động rõ ràng khi nắp họng cấp liệu được mở để sạc. Trên dây chuyền sản xuất tự động, chu kỳ ram được điều khiển bằng chương trình trộn - nó tự động tăng lên khi cửa đổ mở để xuất lô, đồng thời hạ xuống và khóa ngay sau khi nạp lần sạc tiếp theo.
Trong một số thiết kế máy trộn cao su mới hơn, đặc biệt là những thiết bị được sử dụng để tạo hỗn hợp silica-silane, áp suất ram được điều chỉnh linh hoạt trong chu trình trộn - giảm áp suất tạm thời trong giai đoạn phản ứng silan hóa để tránh quá nhiệt, sau đó tăng lại để phân tán cuối cùng. Điều này đòi hỏi một hệ thống van thủy lực tỷ lệ được tích hợp với bộ điều khiển máy.
Cơ chế cửa xả: Xuất lô hỗn hợp
Cửa xả tạo thành đáy buồng trộn. Khi trộn xong, cửa này mở xuống (hoặc xoay sang một bên, tùy theo thiết kế) để giải phóng mẻ cao su đã hoàn thành bằng trọng lực vào thiết bị xuôi dòng - điển hình là máy nghiền mở, máy đùn trục vít đôi hoặc băng tải làm mát mẻ.
Cửa được dẫn động bằng xi lanh thủy lực và cơ cấu khóa của nó phải chịu được toàn bộ áp suất bên trong buồng trong quá trình trộn mà không bị lệch. Ngay cả sự uốn cong cửa nhỏ cũng có thể khiến cao su tràn vào khu vực đệm cửa, làm tăng tốc độ mài mòn và gây nhiễm bẩn. Dụng cụ nhào bằng cao su chất lượng cao sử dụng nhiều chốt khóa hoặc cơ cấu khóa cam giúp phân bổ lực kẹp đều khắp chu vi cửa.
Mặt cửa (bề mặt tiếp xúc với hợp chất cao su) thường được làm bằng tấm chống mòn cứng, có thể thay thế độc lập. Thân cửa tích hợp các kênh làm mát được kết nối cùng mạch với thành buồng. Một vòng đệm cao su hoặc đàn hồi chạy quanh chu vi cửa để ngăn chặn sự rò rỉ hợp chất tại bề mặt buồng/cửa - vòng đệm này là một bộ phận tiêu hao được thay thế trong quá trình bảo trì theo lịch trình.
Thời gian mở cửa xả là một tham số của quy trình - mở nhanh hơn giúp giảm thời gian hợp chất tiếp xúc với nhiệt sau khi trộn xong, điều này rất quan trọng đối với các hợp chất nhạy cảm với nhiệt độ có chứa chất lưu hóa phân tán trước. Trong dây chuyền sản xuất tốc độ cao, việc mở cửa và thả hàng loạt được hoàn thành trong vòng 3–5 giây để duy trì thông lượng.
Hệ thống kiểm soát nhiệt độ: Quản lý nhiệt trong suốt máy đánh cao su
Quản lý nhiệt độ không phải là tùy chọn trong hoạt động của máy nhào cao su - đó là yêu cầu cơ bản về chất lượng hỗn hợp và độ lặp lại của quy trình. Hệ thống kiểm soát nhiệt độ bao gồm ba vùng trao đổi nhiệt: thành buồng, thân rôto và thanh truyền động. Mỗi vùng có thể được kiểm soát độc lập.
Hầu hết các máy nhào trộn cao su sản xuất đều sử dụng bộ điều khiển nhiệt độ nước vòng kín (TCU) để tuần hoàn nước đã được tôi luyện qua cả ba vùng. TCU có thể làm nóng nước bằng máy sưởi điện hoặc phun hơi nước và làm mát nước bằng bộ trao đổi nhiệt được kết nối với nguồn cung cấp nước lạnh của cơ sở. Nhiệt độ nước mục tiêu thay đổi theo giai đoạn của quy trình:
- Giai đoạn làm nóng trước: 60–90°C nước để đưa buồng về nhiệt độ vận hành trước mẻ ca đầu tiên
- Giai đoạn trộn: Nước làm mát 20–40°C để hấp thụ nhiệt ma sát và ngăn chặn quá nhiệt của hợp chất
- Giai đoạn làm sạch: Xả nước nóng hoặc hơi nước để làm mềm hợp chất còn sót lại để loại bỏ dễ dàng hơn
Nhiệt độ hỗn hợp được theo dõi bằng cặp nhiệt điện hoặc cảm biến hồng ngoại gắn trên thành buồng. Phản hồi nhiệt độ hỗn hợp theo thời gian thực được hệ thống điều khiển máy sử dụng để điều chỉnh tốc độ rôto, áp suất ram và tốc độ dòng chất làm mát để giữ cho lô đạt thông số kỹ thuật. Trong một số hệ thống nhào trộn cao su tiên tiến, quá trình trộn sẽ tự động chấm dứt khi nhiệt độ hỗn hợp đạt đến điểm đặt thay vì sau một chu kỳ thời gian cố định - cái gọi là đổ rác được kiểm soát nhiệt độ này phù hợp hơn so với đổ rác được kiểm soát theo thời gian và giảm sự biến đổi theo từng đợt.
Chi tiết mạch làm mát rôto và buồng
Bên trong mỗi rôto rỗng, mạch làm mát thường đi theo hình xoắn ốc hoặc lỗ khoan để tối đa hóa diện tích tiếp xúc bề mặt. Các khớp quay (còn gọi là khớp quay) ở các đầu trục rôto kết nối các ống cung cấp chất làm mát cố định với bên trong rôto quay mà không bị rò rỉ. Đây là những bộ phận chính xác cần được kiểm tra và thay thế định kỳ khi vòng đệm bên trong của chúng bị mòn.
Các kênh làm mát thành buồng được khoan theo hình ngoằn ngoèo xuyên qua khối buồng, thường ở khoảng cách từ tâm đến tâm là 30–50 mm. Tốc độ dòng chất làm mát qua các kênh này được thiết kế để đạt được công suất loại bỏ nhiệt đủ cho công suất định mức của máy - đối với máy nhào 270L có động cơ truyền động 2000 kW, hệ thống làm mát phải có khả năng loại bỏ liên tục ít nhất 1,5–2,0 MW năng lượng nhiệt.
Hệ thống truyền động: Truyền lực tới rôto
Hệ thống truyền động của máy nhào cao su bao gồm động cơ điện, bộ giảm tốc (hộp số) và cơ cấu bánh răng dẫn động hai rôto. Do các rôto phải quay với tỷ số tốc độ cố định so với nhau nên chúng được ghép nối thông qua bộ bánh răng khóa liên động - bánh răng định thời - đảm bảo đồng bộ hóa bất kể sự thay đổi của tải.
Động cơ dẫn động chính hầu hết đều là động cơ cảm ứng xoay chiều có điều khiển biến tần (VFD) trong các máy hiện đại. Khả năng thay đổi tốc độ là cần thiết để tối ưu hóa quá trình trộn ở các giai đoạn khác nhau của chu trình hỗn hợp - ví dụ: chạy ở tốc độ thấp trong quá trình phân hủy kiện ban đầu để tránh làm quá tải động cơ, sau đó tăng tốc lên tốc độ tối đa để kết hợp chất độn. Công suất động cơ trong sản xuất máy trộn cao su có cân theo thể tích buồng:
| Thể tích buồng (L) | Công suất động cơ điển hình (kW) | Phạm vi tốc độ rôto (vòng/phút) | Ứng dụng chung |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Lô nhỏ, hợp chất đặc biệt |
| 75–120 | 500–900 | 20–70 | Lốp cỡ trung và cao su công nghiệp |
| 200–270 | 1500–2500 | 20–80 | Hỗn hợp gai lốp khối lượng lớn |
| 400–650 | 3000–5000 | 15–60 | Sản xuất masterbatch lốp xe quy mô lớn |
Hộp số (bộ giảm tốc) giảm tốc độ động cơ xuống tốc độ vận hành rôto đồng thời nhân mô-men xoắn. Trong máy nhào cao su, hộp số phải xử lý mô-men xoắn cực cao — đối với động cơ 2000 kW chạy cánh quạt ở tốc độ 40 vòng/phút, mô-men xoắn ở trục rôto có thể vượt quá 500.000 N·m. Hộp số thường là một trục song song hoặc bố trí góc vuông với các bánh răng xoắn được cacbon hóa và nối đất, được đặt trong một vỏ bằng gang hoặc thép chế tạo chắc chắn có bôi trơn cưỡng bức.
Khớp nối linh hoạt giữa động cơ và hộp số sẽ hấp thụ tải sốc trong quá trình hỏng kiện - tác động khi rôto chạm vào kiện cao su lạnh có thể gây ra mô-men xoắn tức thời tăng vọt gấp hai đến ba lần mô-men xoắn vận hành định mức. Nếu không có khớp nối linh hoạt, những gai này sẽ truyền trực tiếp đến hộp số và trục động cơ, gây ra hiện tượng mỏi sớm.
Hệ thống nạp và họng nạp
Cổ họng cấp liệu là lối đi thẳng đứng phía trên buồng trộn để nạp cao su và phụ gia vào. Trong vận hành thủ công, các kiện cao su và các chất phụ gia đã được cân sẽ được người vận hành hoặc băng tải thả vào họng. Trong dây chuyền trộn tự động, họng cấp liệu được lắp một khay lật hoặc thiết bị hỗ trợ bằng khí nén để đẩy vật liệu xuống buồng chống lại lực cản của rôto.
Kích thước lỗ họng được thiết kế để phù hợp với kích thước kiện cao su tiêu chuẩn - máy nhào 270L thường có lỗ mở họng khoảng 600 mm × 400 mm. Một tấm che bụi hoặc nắp xoay sẽ đóng cổ họng sau khi sạc để chứa bụi và khói trong quá trình trộn. Một số máy còn tích hợp cổng hút khói trong nắp họng được kết nối với hệ thống thông gió trung tâm - điều này đặc biệt quan trọng khi trộn các hợp chất có chứa muội than, lưu huỳnh hoặc dầu xử lý dễ bay hơi.
Việc phun thành phần chất lỏng - đối với dầu xử lý, silan lỏng hoặc chất phụ gia đặc biệt - thường được thực hiện thông qua các cổng được gắn trực tiếp vào thành buồng hoặc qua thân ram. Các vòi phun này phải được thiết kế để chịu được áp suất và nhiệt độ trong buồng đồng thời cung cấp thể tích được đo chính xác, thường được điều khiển bằng hệ thống định lượng bơm bánh răng được tích hợp với chương trình trộn.
Khung máy và các bộ phận kết cấu
Toàn bộ cụm máy nhào cao su được gắn trên khung đế kết cấu nặng được chế tạo từ tấm thép dày hoặc đúc. Khung này hấp thụ các phản lực từ quá trình trộn và truyền xuống móng. Các lực liên quan là đáng kể - một máy nhào sản xuất lớn tạo ra lực tách rôto (lực đẩy các rôto tách ra do áp suất cao su) có thể đạt tới vài trăm kilonewton trong tải trộn cao điểm.
Hai khung bên, mỗi khung ở một bên của buồng trộn, mang các ổ trục rôto và cung cấp kết nối cấu trúc giữa buồng và đế. Đây thường là những bộ phận chịu ứng suất lớn nhất trong máy và được sản xuất từ gang dạng nốt hoặc thép chế tạo khổ lớn với bán kính phi lê lớn để giảm sự tập trung ứng suất.
Giá đỡ cách ly rung giữa khung đế máy trộn và nền tòa nhà là tiêu chuẩn cho các hệ thống lắp đặt hiện đại. Một máy trộn cao su lớn được nạp đầy tải trong quá trình phá vỡ kiện tạo ra rung động đáng kể — nếu không được cách ly, rung động này có thể truyền đến cấu trúc tòa nhà và ảnh hưởng đến thiết bị gần đó hoặc gây ra hiện tượng nứt do mỏi ở bu lông neo theo thời gian.
Hệ thống điều khiển và thiết bị đo đạc trong máy đánh cao su hiện đại
Máy nhào trộn cao su hiện đại được trang bị hệ thống điều khiển dựa trên PLC để tự động quản lý toàn bộ chu trình trộn. Hệ thống điều khiển giám sát và ghi lại luồng dữ liệu quy trình liên tục:
- Nhiệt độ hợp chất (được đo bằng cặp nhiệt điện thành buồng hoặc nhiệt kế hồng ngoại nhắm vào hợp chất thông qua cổng quan sát)
- Tốc độ rôto (vòng/phút), được điều chỉnh liên tục bằng VFD
- Dòng điện rút ra của động cơ, tỷ lệ thuận với độ nhớt của hỗn hợp và đóng vai trò là thước đo gián tiếp của năng lượng trộn đầu vào
- Năng lượng cụ thể đầu vào (kWh/kg), tích lũy trong suốt chu trình trộn
- Vị trí và áp suất Ram
- Nhiệt độ nước làm mát đầu vào và đầu ra cho từng vùng làm mát
- Vị trí cửa đổ (khóa liên động đóng/mở)
Năng lượng đầu vào cụ thể được cho là chỉ số đáng tin cậy nhất về độ hoàn thiện của quá trình trộn đối với nhiều hợp chất cao su - chẳng hạn, độ phân tán của muội than có mối tương quan chặt chẽ với năng lượng tích lũy đầu vào trên mỗi kg hợp chất thay vì chỉ theo thời gian. Bộ điều khiển máy nhào trộn cao su hiện đại cho phép xác định các chương trình trộn theo điểm cuối năng lượng thay vì điểm cuối thời gian, điều này tự động bù đắp cho sự thay đổi độ nhớt của nguyên liệu thô giữa các lô.
Tất cả dữ liệu lô được ghi vào cơ sở dữ liệu để truy xuất nguồn gốc chất lượng. Việc tích hợp với Hệ thống Thực thi Sản xuất (MES) cho phép mỗi bản ghi lô được liên kết với số lô nguyên liệu thô, ID người vận hành và kết quả kiểm tra hợp chất tiếp theo, cho phép phân tích nguyên nhân gốc rễ khi xảy ra sai lệch về chất lượng.
Sự khác biệt chính về cấu trúc giữa các loại máy đánh cao su
Không phải tất cả các máy nhào cao su đều có cấu hình cấu trúc giống hệt nhau. Một số biến thể thiết kế tồn tại để đáp ứng các yêu cầu sản xuất khác nhau:
Máy trộn rôto tiếp tuyến và đan xen
Trong máy nhào trộn rôto tiếp tuyến (thiết kế Banbury cổ điển), hai rôto quay theo những đường tròn riêng biệt tiếp xúc với nhau - các cánh rôto không khớp vào nhau. Điều này tạo ra một vùng trộn lớn giữa các rôto, nơi xảy ra lực cắt mạnh, khiến cho máy nhào tiếp tuyến có hiệu quả cao trong việc trộn phân tán các chất độn gia cố. Phần lớn các máy trộn nội bộ sản xuất trên toàn thế giới đều sử dụng rôto tiếp tuyến.
Trong máy nhào trộn rôto ăn khớp (chẳng hạn như dòng GK của HF Mixing hoặc dòng F của Farrel Pomini), các rôto được đặt gần nhau hơn và các cánh của chúng chồng lên nhau và liên kết với nhau khi chúng quay - có khái niệm tương tự như máy đùn trục vít đôi nhưng với các chuyến bay ngắn hơn, dày hơn nhiều. Thiết kế này tạo ra một mô hình dòng chảy khác biệt rõ rệt, tạo ra sự pha trộn phân phối tốt hơn và nhiệt độ hỗn hợp thấp hơn, với chi phí là cường độ trộn phân tán thấp hơn một chút. Máy nhào trộn ăn khớp được ưu tiên sử dụng cho cao su silicon nhạy nhiệt, chất đàn hồi huỳnh quang và các hợp chất mà việc kiểm soát nhiệt độ là tối quan trọng.
Máy ép xả lộn ngược (đảo ngược)
Một số thiết kế máy trộn cao su - đặc biệt là những thiết bị được sử dụng trong dây chuyền xử lý liên tục hoặc bán liên tục - xả không qua cửa đáy mà bằng cách nghiêng toàn bộ cụm buồng trộn sao cho lỗ mở của buồng hướng xuống và hợp chất rơi ra ngoài. Thiết kế xả ngược này cho phép xuất mẻ nhanh hơn và tích hợp dễ dàng hơn với thiết bị xử lý xuôi dòng được đặt ngay bên dưới máy nhào. Ý nghĩa về cấu trúc là khung máy phức tạp hơn đáng kể với cơ cấu nghiêng và hệ thống khóa thủy lực.
Máy đánh đầu kiểu Open Top (Sigma Blade) so với máy đánh đầu kiểu Banbury kín
Điều đáng chú ý là trong một số bối cảnh công nghiệp, thuật ngữ "máy nhào cao su" cũng dùng để chỉ máy nhào trộn hàng loạt lưỡi Z hoặc lưỡi sigma - máy có nắp mở, hình máng với hai lưỡi sigma hoặc hình chữ Z quay ngược chiều. Chúng có cấu trúc khá khác so với máy trộn nội bộ khép kín được mô tả trong bài viết này. Máy nhào trộn lưỡi Sigma thiếu cơ cấu ram và hệ thống làm kín, hoạt động ở áp suất khí quyển và được sử dụng phổ biến hơn để tạo hỗn hợp cao su silicon, chất đàn hồi nhựa nhiệt dẻo và chuẩn bị chất kết dính hơn là cho các hợp chất cao su có độ độn cao.
Bộ phận hao mòn và bảo trì-Các bộ phận kết cấu quan trọng
Hiểu cấu trúc của máy nhào cao su cũng có nghĩa là biết được bộ phận nào bị mòn và cần thay thế định kỳ. Các mặt hàng mặc chính là:
- Lời khuyên của rôto: Đầu cánh chịu ứng suất tiếp xúc cao nhất với thành buồng. Trong một số thiết kế, các đầu rôto được tích hợp với lớp phủ hàn bề mặt cứng có thể được áp dụng lại tại chỗ. Ở những trường hợp khác, toàn bộ rôto được thay thế khi độ mòn đầu rôto vượt quá mức cho phép - thường là khi khoảng hở giữa đầu rôto tăng từ giá trị thiết kế (2–5 mm) lên hơn 8–10 mm, tại thời điểm đó hiệu suất trộn giảm đi đáng kể.
- Lớp lót buồng: Các phần lót tường là các tấm chịu mài mòn có thể thay thế được, thường dày 30–50 mm, được bắt vít hoặc co lại vào thân buồng. Tuổi thọ sử dụng thay đổi từ vài tháng trong ứng dụng hỗn hợp mài mòn đến vài năm trong ứng dụng ở mức độ nhẹ.
- Phớt cuối rôto (đóng gói): Được thay thế sau mỗi 300–1000 giờ hoạt động tùy thuộc vào loại hỗn hợp và tốc độ rôto. Việc thay thế vòng đệm bị trì hoãn dẫn đến nhiễm bẩn hỗn hợp khu vực ổ trục và độ mòn ổ trục tăng nhanh đáng kể.
- Phớt cửa xả: Vòng đệm chu vi đàn hồi trên cửa xả được thay thế trong quá trình ngừng hoạt động theo lịch trình, thường là 3–6 tháng một lần trong quá trình sản xuất liên tục.
- Các khớp quay trên mạch làm mát rôto: Được kiểm tra và xây dựng lại hàng năm ở hầu hết các cơ sở, vì vòng đệm bị mòn ở các bộ phận này có thể khiến chất làm mát xâm nhập vào vỏ ổ trục.
Khoảng thời gian bảo trì theo kế hoạch cho máy nhào cao su trong các cơ sở sản xuất lốp xe thường được cấu trúc theo ca sản xuất kéo dài 8 giờ, với các cuộc kiểm tra nhỏ mỗi ca, kiểm tra trung gian hàng tuần và đại tu lớn hàng năm hoặc sau mỗi 5.000–8.000 giờ hoạt động. Máy nhào trộn cao su 270L được bảo trì tốt có thể đạt được độ khả dụng cơ học vượt quá 95% khi vận hành ba ca liên tục.